





关键词 |
容器板,钢板定尺切割,周口容器板 |
面向地区 |
材质 |
Q345R |
|
厂家 |
宝钢 |
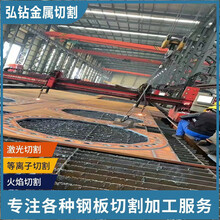
周口容器板- 速度过低时,没有后拖量,件下面割口处的火花束向切割方向偏移。如割炬的运行速度,火花束就会向相反的方向偏移,当火花束与切割氧流平行时,就认为该切割速度正常。速度过高时,火花束明显会后偏。这些都是人从长期的实践中不断总结出来的。
焊接工艺控制(1)制定合理的焊接顺序,尽可能避免焊接残余应力的产生,以焊接接头的拘束应力的集中。(2)焊接中应严格执行焊接工艺参数,尽量控制焊接的热输入量,应采用较小电流进行焊接。(3)焊接中要严格控制焊道的层间温度,要小于250℃。(4)焊缝内部,单侧焊接后进行另一侧焊接前应采用碳弧气刨进行清根处理。(5)焊缝与厚板母材连接基础,即焊脚尺寸在要求范围内应尽可能大。(6)考虑焊道层数的分布时要考虑到厚板母材与焊缝金属的局部缓冲。
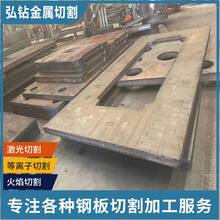
钢板切割-钢板零割 例如,有一些因素,如风线偏斜、切割氧气压力低或小嘴尺寸等,在切割表面倾斜方面。在熔化切割表面的上边缘时,切割口太近,速度太高。火焰强度等因素。另一方面,切割表面间隙上的钢板表面有铁锈和氧化皮,还有一些因素,如行走时切割机摇晃或切割过程中断造成的连接不良等。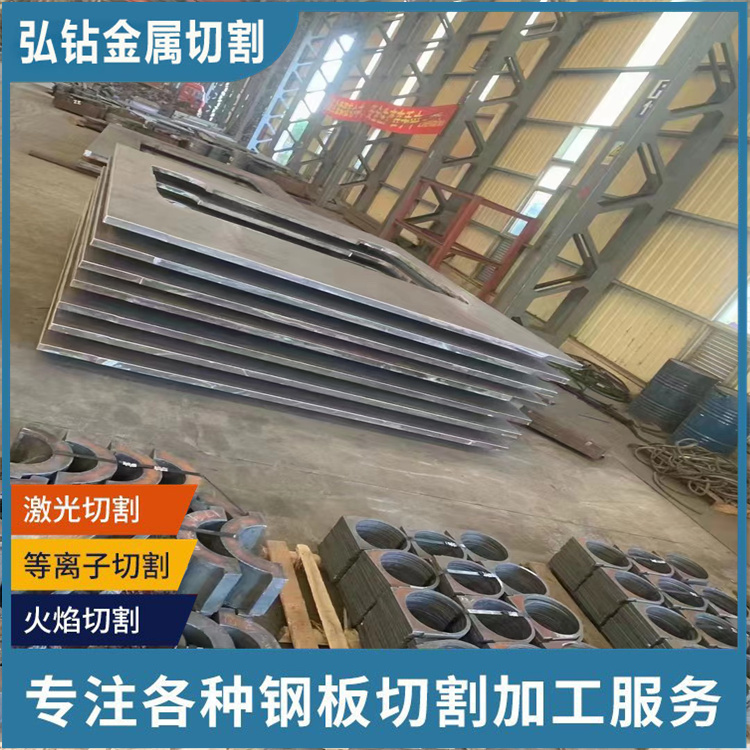
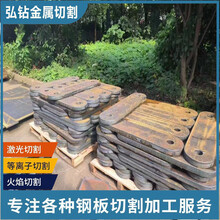
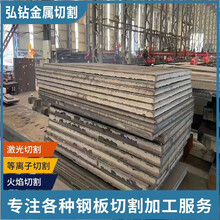
周口容器板钢板定尺切割-特厚钢板精加工-中厚板气割 在进行厚板气割时,割嘴与件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部割断。3.4气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。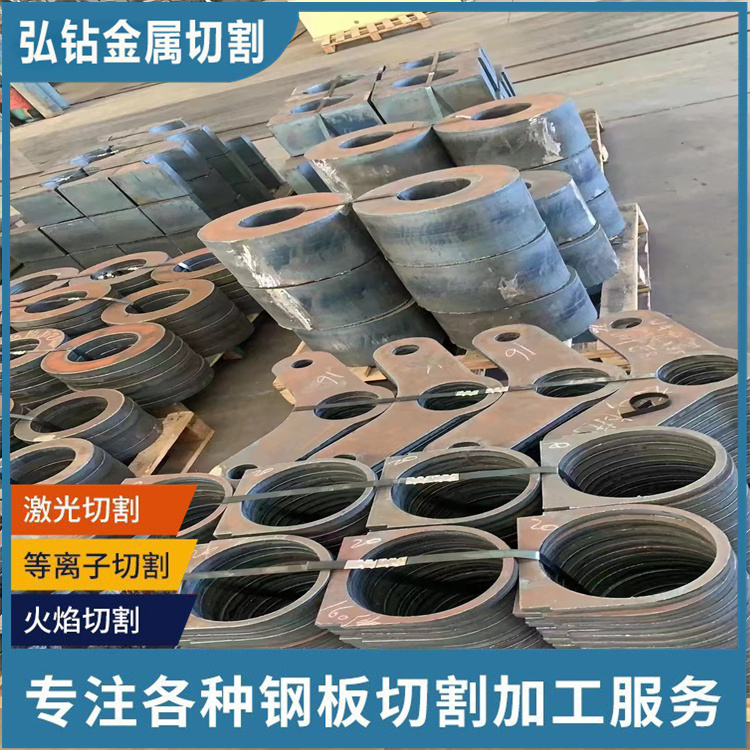
2.钢板切割中的下料,是否一定要采用数控下料。这个的话,不一定。因为,钢板切割的下料方式,是有人工下料和数控下料这两种。至于选用哪种,还是要看具体情况。不过,在工作效率上,是数控下料好于人工下料,但其价格,是要高一些的。
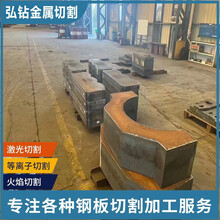
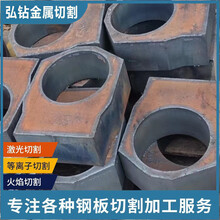
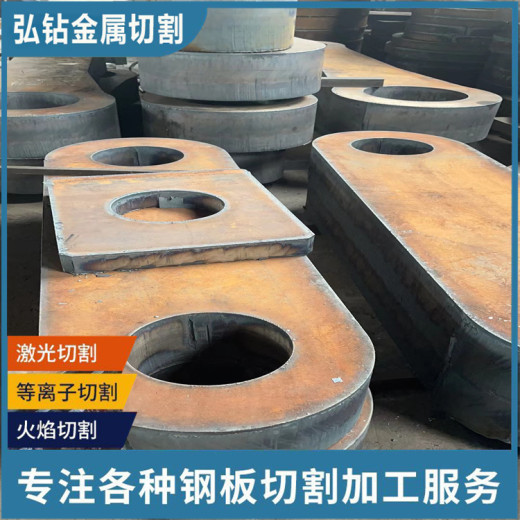
常州友海钢铁加工:钢板加工法兰盘、盲板、机械零部件加工、齿轮箱体、轴承座、轧钢机牌坊、减速箱体、钢结构加工件、配重铁块、机床框架等特殊钢板半成品加工及整板销售。提供【法兰盘、盲板、机械零部件加工、齿轮箱体、轴承座、轧钢机牌坊、减速箱体、钢结构加工件、基础环件、机床框架、配重块、压重块、压重铁等特殊钢板半成品加工及整板销售】
周口本地钢板切割热销信息